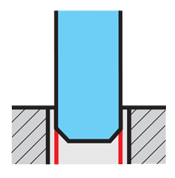
Hole too large
| Possible causes |
| Tool diameter too large |
| Cutting speed/feed rate too high |
| Concentricity error of machine spindle |
| Bevel lead of tool too short/uneven |
| Cutting edge build up |
| Lubricating agent unsuitable, holes too large due to lubrication |
| Axis shifting between tool and pre-drilled hole. Application of floating holders |